BEVERAGES
- Home
- Beverages
Food and Beverages
Membrane technology plays a crucial role in the food and beverage industry by enabling efficient separation, purification, and concentration of various components. Advanced filtration techniques such as Microfiltration (MF), Ultrafiltration (UF), Nanofiltration (NF), and Reverse Osmosis (RO) improve product quality, enhance shelf life, and optimize production processes while reducing waste and operational costs.

Key Applications of Membrane Technology in the Food & Beverage Industry
Dairy Industry
Membrane filtration is widely used in dairy processing for milk standardization, protein concentration, lactose reduction, and microbial control.
✔ Milk & Whey Protein Concentration (UF, RO) – Enhances cheese yield and produces protein-rich dairy products.
✔ Bacteria & Spoilage Removal (MF) – Extends milk shelf life by removing bacteria without high-heat pasteurization.
✔ Lactose Removal (NF) – Produces lactose-free dairy products.
✔ Water Recovery & Reuse (RO) – Reduces water consumption in dairy plants.
🔹 Benefits:
- Improved product consistency and quality
- Higher protein retention and better cheese yield
- Reduced processing costs and energy consumption
Fruit Juice and Beverage Processing
Membrane filtration helps in juice clarification, concentration, and the removal of contaminants while preserving natural flavors and nutrients.
✔ Juice Clarification & Stabilization (MF, UF) – Removes suspended solids, bacteria, and pectin for a clear and stable product.
✔ Sugar & Acid Adjustment (NF) – Controls sugar and acid levels in fruit juices.
✔ Concentration & Evaporation Reduction (RO) – Produces high-quality juice concentrates with minimal heat exposure.
✔ Flavor Recovery (UF, RO) – Retains essential flavors lost during processing.
🔹 Benefits:
1. Preserves natural taste, color, and nutritional value
2. Enhances shelf life without chemical preservatives
3. Reduces the need for high-temperature processing
Edible Oil Processing
Membrane technology aids in the purification and refining of edible oils, improving stability and extending shelf life.
✔ Dewaxing & De-gumming (MF) – Removes waxes, gums, and phospholipids for clear, stable oil.
✔ Fatty Acid & Free Radical Removal (UF, NF) – Enhances oil purity and quality.
✔ Oil-Water Separation (RO) – Ensures efficient oil recovery from wastewater.
🔹 Benefits:
1.Improves oil clarity and quality
2.Reduces processing chemicals and waste
3.Enhances product stability and shelf life
Sugar & Sweetener Production
Membrane filtration is used in refining sugar, glucose, and fructose syrups to remove impurities and improve purity.
✔ Color & Impurity Removal (UF, NF) – Produces high-purity sugar and syrups.
✔ Concentration of Sugar Solutions (RO) – Reduces evaporation energy requirements.
✔ Separation of Organic Compounds (MF, NF) – Enhances purity of sweeteners.
🔹 Benefits:
1.Produces high-purity sugar and sweeteners
2.Reduces energy consumption in evaporation processes
3.Eliminates the need for chemical treatments
Meat & Seafood Processing
Membrane technology helps in protein extraction, water purification, and wastewater treatment in meat and seafood processing plants.
✔ Protein Recovery & Concentration (UF, NF) – Extracts and concentrates high-value proteins from meat and fish.
✔ Fat & Water Separation (MF) – Improves texture and stability of processed meats.
✔ Brine & Marinade Filtration (UF) – Reduces contaminants in brining solutions.
✔ Effluent Treatment & Water Reuse (RO) – Minimizes water wastage in processing plants.
🔹 Benefits:
1. Maximizes protein extraction and utilization
2. Enhances food safety by removing pathogens
3.Reduces water usage and wastewater discharge
Egg Processing
Membrane filtration is used in egg liquid processing to improve quality, enhance safety, and extend shelf life.
✔ Egg White & Yolk Separation (UF) – Enhances product consistency.
✔ Bacteria & Spoilage Removal (MF) – Increases egg product shelf life.
✔ Protein Concentration & Recovery (UF) – Optimizes nutritional value.
🔹 Benefits:
1.Produces high-quality egg products with extended shelf life
2. Reduces bacterial contamination risk
3. Improves process efficiency and waste management
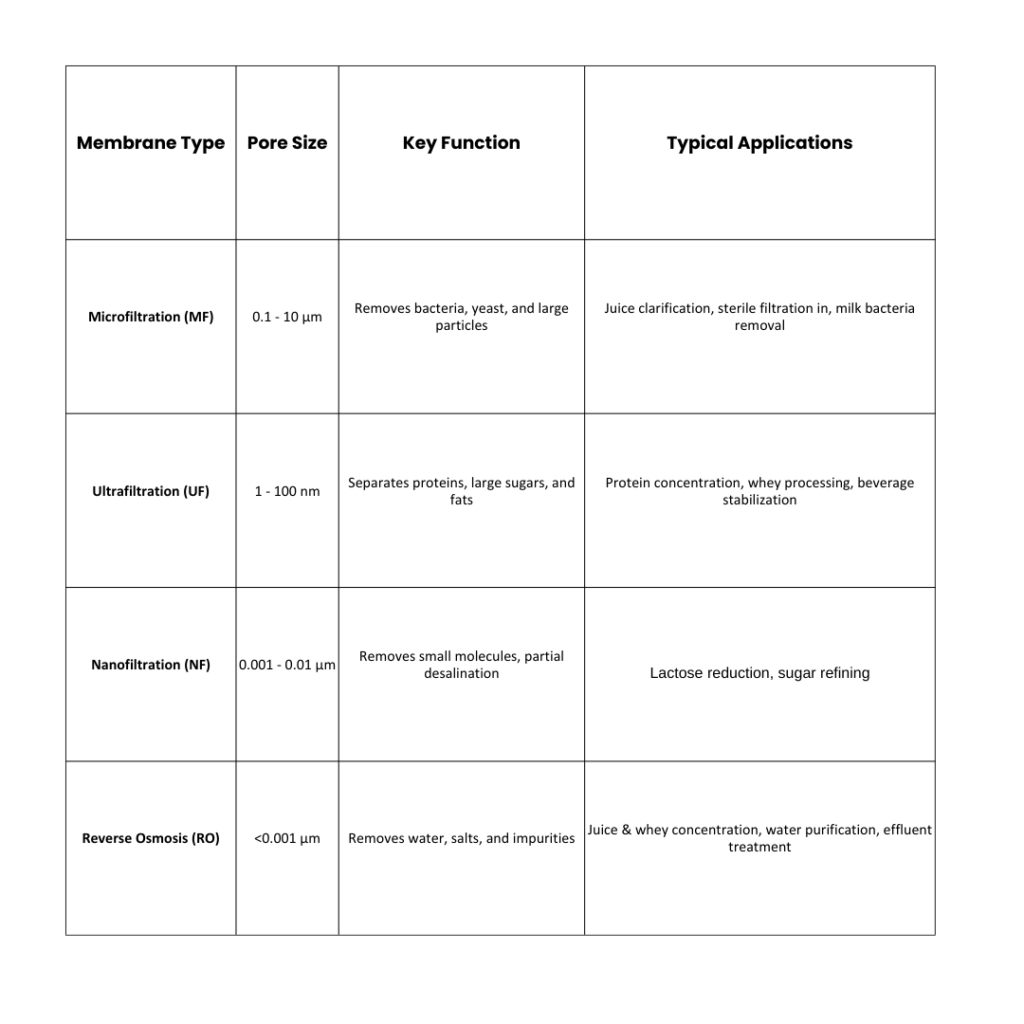
Comparison of Membrane Technologies in Food & Beverage Processing
Benefits of Membrane Technology in Food & Beverage Industry

Why Choose Our Membrane Filtration Solutions?
Our cutting-edge membrane filtration systems are designed for maximum efficiency, durability, and performance in food and beverage processing. We offer:
Customized solutions for dairy, juice, tea, Coffee
Advanced membrane technology with high-quality separation capabilities
Energy-efficient and eco-friendly processing options
Reliable systems that comply with industry safety and hygiene standards
Contact Us for High-Performance Membrane Filtration Solutions!
Upgrade your food and beverage processing with our state-of-the-art membrane systems for improved quality, efficiency, and sustainability.